达州市特种设备监督检验所 四川达州 635000
摘要:近年来,随着对工业产品质量和安全技术要求的不断提高,无损检测在科学研究和工业生产中的地位和作用日益重要,并直接涉及到经济的发展,因而对无损检测工程技术人员提出了更高的要求。本文从焊缝热影响区角度来分析,提出钢质对接管头双壁双投影及双壁单投影射线透照对底片影像尺寸的要求,并对锅炉压力容器中管件对接焊缝射线透照的合理角度进行探讨。
关键词:射线透;双壁单投影;锅炉
1.引言
锅炉压力容器的对接管接头,在以双壁双投影斜透照时,如角度太大,会使缺陷严重变形,还将使纵向裂纹等线性缺陷漏检,角度太小,接近0°时,将使上下焊缝影象重叠,难以分辨缺陷的准确位置。在大直径对接焊管的双壁单投影透照中,同样存在着最佳的透照角度选择问题。锅炉集箱平端盖的特殊结构,使透照角度难以掌握,选得太小将使焊缝宽度的影像不完整,太大时又使缺陷失真及降低裂纹的检出率。
焊接件质量不仅与焊缝有关,还与热影响压有关。近年来在压力容器的制造中,大量采用高强度低合金钢或合金钢,使热影响区的脆化问题更显严重,即便是低碳钢,在过热区也可能出现魏氏组织而产生裂纹,它在高频焊管或薄板点焊时也会因不完全重结晶区出现高碳马氏体而使材质脆裂。
2.双壁双投影斜透照角度选择
1、在底片上椭园形影像开口的内间距尺寸,一般不小于焊缝热影响区的两倍,特殊情况下,至少需包括过热区或淬火区。
2、为避免对接焊管上下焊缝的投影重叠,同时又提高裂纹等线性缺陷检出率并降低缺陷的失真度,斜透角φ在保证影像开口内间距的前提下越小越好(椭圆形影像越扁越好),当φ=20°时,对板厚大于10mm的焊缝可检出深为1mm的裂纹,一般最大φ不超过20°。
3、当管子直径越小,为保持相同的椭圆形影像内间距,φ角应大一点为好,反之,直径越大φ角可小些。
.png)
双壁单投影斜透照角度选择
大于89mm的焊管,在不宜用单壁透照时,可用双壁单投影透照,由于焊管直径较大,只需要单道焊缝成像,所以完全可在保证上下焊缝不重叠的情况下,取透照角φ<20°,为避免上下焊缝及热影响区的影像在底片上重叠,必须使透照角φ>最小透照角φmin(φmin=tg -1 .Lmin=(F-D-C)tgφmin),同时为了不使上焊缝影像在底片上显示,可用小焦距,增大U。因此,可以取φmin<φ<20°最好采用φ=10°透照角。
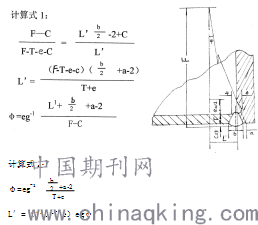
3.锅炉集箱平端盖焊缝透照角选择
锅炉集箱平端盖结构比较特殊(见图),采用双壁单投影透照时,若透照角太小,就容易遮去P份端盖焊缝成像,使焊缝宽度影像不完整而漏检,角度太大,又可能降低裂纹的检出率和增大失真度。
角度的选择不仅与焊缝宽度,管件壁厚和热影响区的大小有关,还取决于平端盖上靠近焊缝的圆弧槽(一般R=5mm),槽深就越宽,φ角就可越小。斜透的透照角φ≯20°。
4.结论
1、双壁双投影透照对接焊接管时(D≤89mm)对低碳钢材料采用氩弧焊工艺时,完全可以满足椭圆形影像开口内间距a等于两倍的热影响区宽度,且φ角很小(除φ32mm管材外,其它直径管材的透照角均为φ≤14°)。
2、常见的φ159—325mm20#钢管用手工电弧焊或氩弧焊打底手工电弧焊盖面的焊缝,均能用双壁单投影透照,最佳角度一般最好在φ=10°。
3、集箱平端盖焊缝的透照,随着集箱壁厚的不同φ角有所变化,但它受平端盖圆弧槽的限制,壁厚T≤10mm时,φ已接近20°,随着壁厚的增加,φ角就越来越大,难以保证透照的可靠性。
参考文献:
[1]郑世才.小直径管对接焊缝透照厚度讨论[J].无损探伤. 2006(05)
[2]祖宁,段瑞,刘子方,刘怿欢.承压设备射线检测透照长度计算及相关影响因素的研究[J].中国特种设备安全. 2017(03)
[3]夏崇峻,王学冠. JB/T 4730-2005.2允许透照厚度比K值的应用[J].中国特种设备安全. 2011(08)
论文作者:王进忠
论文发表刊物:《防护工程》2018年第26期
论文发表时间:2018/12/17
标签:角度论文; 裂纹论文; 影像论文; 直径论文; 射线论文; 锅炉论文; 检出论文; 《防护工程》2018年第26期论文;