摘要:本文针对德国PLANOMAT 608 端齿盘磨床电气系统改造的需求,应用西门子828D数控系统,采用S120伺服驱动和1FK7交流伺服电机,通过828D的Easy Screen功能实现磨削加工参数设定的功能界面,通过s7-200编写控制程序,及端齿盘磨床的加工程序。使该机床具有高精度,高可靠性及易操作性,实现了电气系统的改造。
关键词:端齿盘磨床;828d;plc程序;Easy Screen
PLANOMAT 608是回转刀塔制造厂磨削加工端齿盘的设备。端齿盘又称多齿盘,细齿盘,是具有自动定心功能的精密分度定位元件,广泛应用于加工中心,柔性单元,数控机床,各种高精度间歇式圆周分度装置以及需要精密分度的各种设备上。数控车床的回转刀塔和回转工作台的分度装置都采用端齿盘作为精确定位元件。
1 设备的现状和改造需求
PLANOMAT 608是该公司从德国BLOHM公司引进的端齿盘磨床。该设备由机械,液压,电气和冷却系统组成。液压系统用于分度工作台的升降运动,工作状态正常,润滑系统良好,机械传动精度良好。原设备采用西门子810数控系统。但设备使用时间较长,系统已经严重老化,故障率高,维修困难。为满足端齿盘生产要求.所以主要根据控制原理和加工工艺进行电气系统的改造。
拆除原机床的所有电气控制部分,重新设计和安装控制柜,控制系统。
采用西门子828d数控系统和西门子S120伺服控制单元及1FK7交流伺服电机,1FT6交流伺服电机。
2 机床电气控制系统的硬件构成
电气控制系统系统,主要由数控装置,伺服系统,可编程控制系统和继电器接触器控制系统等组成。
端齿盘磨床的主要辅助控制对象有主电机风扇、安全门检测、排风机、冷却、修整轮、液压工作台、左右喷嘴等。所有的执行机构都通过plc来控制,实现相应的动作。
选用西门子828D数控系统替换原有的810数控系统。主轴电机为西门子1PH6异步伺服电动机,使用西门子的S120主轴驱动模块进行控制,可以实现主轴的速度控制。3个直线X、Y、Z轴采用1FK7交流伺服电机并通过海德汉光栅尺进行位置反馈,实现全闭环控制。工作台旋转轴B轴采用西门子1FT6永磁同步电机,保证工作台旋转控制的精度。
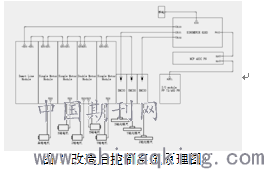
机床数控系统采用828d PPU261控制单元,集NC、PLC、HMI功能和全数控键盘部件于一体。操作面板采用MCP 483C PN,伺服系统采用SINAMICS S120驱动,通过DRICE-CLIQ接口进行总线通信。输入输出接口模块采用PP72/48 PN,所有输入信号通过接口模块传送给系统,所有输出模块通过接口模块传送到执行机构。PPU26 有两个Profinet接口,一个Profinet接口可以串联多个设备,且部分顺序,可以从系统的PN1连接MCP的Por1,然后再从MCP的Port2连接PP72/48D PN 模块。
伺服系统由主轴电机,3个直线轴X、Y、Z轴电机,和旋转轴B轴电机及相应的伺服驱动器组成。主轴电机为速度控制,不需要编码器反馈。3个直线轴电机和旋转轴电机编码器通过电机编码器线连接到伺服驱动的DRIVE-CLIQ接口上,对电机进行位置反馈和状态监控。因为磨床对位置控制的精度具有很高的要求,所以3个直线轴都安装有海德汉光栅尺,对实际位置进行反馈,实现全闭环控制。光栅尺信号通过西门子SMC30模块连接到系统上。
3 数控系统软件调试
828D数控系统调试过程可分为以下几个部分:
上电调试;系统接口的连接;PLC调试;驱动调试;机床参数的设定等
3.1 系统上电检查
通过电路原理图检查机床电柜内部和外部的连线是否正确,三相交流电的各相之间并不能短路。检查24V电源有无短路。
3.2 系统接口的连接
检查数控系统和伺服系统接口连接是否正确,连接不正确会影响下一步的调试
3.3 PLC调试
PLC调试分为两个阶段,基本功能调试和逻辑控制调试。
基本功能调试为测试MCP功能是否正常,急停、硬限位功能是否正常,加EP,OFF1,OFF3使能是否正常,手轮轴选,增量信号是否正常。
逻辑控制调试主要是对机床外部控制装置进行功能性的调试。
3.4 驱动调试
SINAMICS S120驱动系统采用西门子最先进的硬件技术,软件技术及通信技术;通过DRIVE-CLIQ驱动接口,可以自动识别所配置的驱动系统,具有更高的控制精度和动态控制特性及更高的可靠性。
在驱动配置之前,需要对驱动系统进行出厂设置。在进行驱动系统的拓扑识别,供电配置,轴配置,第二编码器的配置,即光栅尺的配置。
光栅尺配置的主要参数
MD30240[1]:光栅尺类型 1:增量 / 4:绝对值
MD31000[1]:光栅尺 0:编码器 / 1:光栅尺
MD31010[1]:光栅尺的栅距
MD31020[1]:编码器每转脉冲数
MD31040[1]:直接测量系统 0:电机编码器/1:编码器安装在机床上
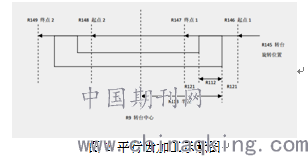
3.5 机床参数设定
主要对传动系统参数设置,轴的速度和加速度设置,参考点相关参数设定,软限位的设定等。
以下对一些特殊的参数进行说明:
MD30300:旋转轴/主轴 0:线性轴/1:旋转轴 将主轴和工作台旋转轴B设置为1.
MD35000:定义机床轴为主轴 主轴设置为1.
MD30500:轴为分度轴 旋转工作台为分度盘,B轴设置为3 等距分度轴
MD30501:分度轴等分位置分子 B轴设置为360
MD30502:分度轴等分位置分母 B轴设置为720
在手动方式下,每移动以下B轴,B轴转动0.5度。
4、程序设计
电气系统改造完成后端齿盘磨床所有功能工作正常,根据端齿盘的加工工艺流程及设备运行的原理编写CNC加工程序,以及通过西门子828d 的Easy Screen功能设计加工参数设置的扩展功能界面。
4.1 828D数控系统内集成了S7-200 PLC。PLC程序设计采用模块化编程,将系统上电,驱动使能信号,轴控制和辅助功能等机床功能编写在不同的子程序块中。模块化编程结构清晰,方便阅读和维护。
4.2 主程序即为磨削程序,工件通过夹具固定在旋转工作台上,磨削砂轮安装在主轴上,通过主电机的旋转带动砂轮旋转。主轴及砂轮可以通过Z轴实现前后移动,Y轴实现上下移动。旋转工作台安装在X轴上,通过X轴实现左右移动。首先对端齿盘的锥面进行粗磨加工,粗磨完成后。砂轮的形状会有磨损,不符合精磨磨削精度和表面粗糙度的工艺要求。所以在粗磨加工完成后,需要对砂轮进行修正,然后在进行精磨加工,使工件可以打到精度要求。
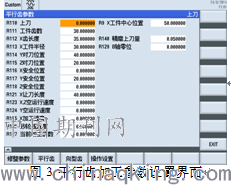
4.3 西门子828d系统Easy Screen作为一种HMI功能,可以用来设计显示专用的扩展功能操作界面。根据实际加工状况,需要调整加工参数来适应不同大小和规格的端齿盘的磨削加工。Easy Screen扩展的参数修改界面可以集中和简单的修改加工参数,简化机床的操作性及优化机床的可控性。
5 结语
本文通过采用西门子828d数控系统完成了对端齿盘磨床电气系统的改造。详细的阐述了系统的构成,数控系统不同控制部分的连接。采用模块化编程结构和逻辑保护功能,以及完善的报警提示功能。最后,根据加工工艺编制了端齿盘的磨削加工程序,并通过增加扩展功能界面提高了加工效率和操作性。改造后的端齿盘磨床运行稳定,证明电气系统的改造是成功的,达到了预期的目标。
论文作者:张明
论文发表刊物:《基层建设》2017年第24期
论文发表时间:2017/12/4
标签:系统论文; 分度论文; 磨床论文; 机床论文; 加工论文; 功能论文; 编码器论文; 《基层建设》2017年第24期论文;