强 军1 王 新2(重庆科创职业学院机电工程学院 402160)
摘 要:高职《公差配合与技术测量》教材中对标准公差的量规设计有详细的介绍,但对于非标准公差的量规设计却没有说明。笔者将个人教学中总结的一点技巧予以介绍,谈一些自己的看法,以供同行切磋。
关键词:量规 非标准公差 修正法
光滑极限量规是指检验孔和轴用的极限量规,是一种无刻度的专用检验工具。由于结构简单,制造成本低,使用方便可靠,在工业制造上被广泛应用于成批、大量生产中。
光滑极限量规包括塞规(检验孔径)和卡规(或环规,检验轴径),又由通规(通端)和止规(止端)所组成,通规和止规是成对使用的。
设计光滑极限量规(以下简称量规)时,理论上应按GB1957-81《光滑极限量规》的有关规定确定量规结构型式和结构尺寸、计算量规工作部位的尺寸和公差、规定量规技术条件等。根据GB1957-81规定,量规尺寸公差T和位置要素Z 的数值只与被检验工件的尺寸和公差等级有关,即量规的精度等级应根据工件的公差等级来选取。
高职《公差配合与技术测量》教材中对标准公差的量规设计有以上详细的介绍,但对于非标准公差的量规设计却没有说明。实际工作中,又往往遇到非标准公差的设计,如某些设计尺寸,又如工序间的尺寸公差,大多是非标准公差。那么非标准公差量规如何设计呢?笔者将个人教学中总结的一点技巧予以介绍,谈一些自己的看法,以供同行切磋。
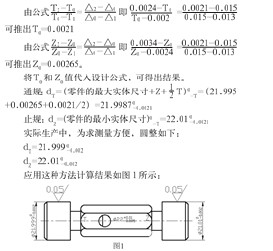
例如,某加工孔尺寸为φ22,工件公差(这里用△0表示,为免混淆)为0.015,系非标准公差,试设计工作量规。
查表,发现工件公差△0=0.015在标准公差IT6(△1=0.013)和IT7(△2=0.021)之间,属于非标准公差的量规设计。
现行方法:按简单的加工要求,采用按较高等级选用量规公差的设计准则,向上靠为IT6级来设计,查表如下:
量规制造公差:T1=0.002mm
量规位置要素(通规公差带中心到工件最大实体尺寸之间的距离):Z1=0.0024mm
笔者认为采用这种方法不是十分合理,可以用数学处理的方法,即修正法来计算更适合工件加工公差的制造公差T0和位置要素Z0,笔者以为这种做法为佳。
按IT7级来设计,查表,量规制造公差T2=0.0024mm,量规位置要素Z2=0.0034mm
采用修正法计算,公式如下:
实践证明,这种修正法的计算技巧,可以使非标准公差光滑极限量规的制造和使用均获得较佳的效果,更好地服务于零件生产。
参考文献
[1]张春荣 《公差配合与技术测量》[M].北京交通大学出版社,2011年1月出版。
[2]刘白 汪大鹏 《非标准精度光滑极限量规的计算机辅助设计》[J].工具技术,2001年,第35卷。
[3]张菊生 《对非标准公差用光滑塞规设计的看法》[J].《机械工业标准化与质量》,1998年,10期。
论文作者:强 军1 王 新2
论文发表刊物:《职业技术教育》2014年第1期供稿
论文发表时间:2014-4-22
标签:量规论文; 公差论文; 非标准论文; 工件论文; 光滑论文; 极限论文; 尺寸论文; 《职业技术教育》2014年第1期供稿论文;